|
第五届全国称重技术研讨会论文集
自动重量分选在包装物流品质检测上的最新发展与应用
上海大和衡器有限公司技术部 陈日兴
概述:为贯彻落实国家质量监督检验检疫总局即将正式颁布的《定量包装商品计量监督管理办法》(2004版)。本文从自动重量分选秤的基本原理与检测方法、到与国际接轨的最新版OIML R51国际建议、HACCP技术安全体系,阐述了自动重量分选技术在包装物流品质检测上的最新发展与应用。对从事重量分选的设计开发、检验测试与用户的选购,具有一定的指导作用。
关键词:OIML R51 HACCP 自动重量分选 品质检测
1.为什么要用自动重量分选秤
 作为世界上最大的潜在食品消费大国-中国而言,食品包装业无疑是最具竞争力的行业之一。随着中国改革开放与加入WTO, 世界各大食品及饮料制造巨头都把目标瞄准了中国食品饮料消费的大市场。面对激烈的市场竞争,为最大限度保护广大消费者的合法权益,中国国家质量监督检验检疫总局根据国际法制计量组织(OIML)第R87号国际建议《预包装商品净含量》(Net Content in Packages)于1995年发布了《定量包装商品计量监督规定》的第43号令及随后的“C”标志认证商品的检验制度。OIML于2004年正式颁布了最新的 R87-2004国际建议《预包装商品净含量》。我国针对最新的 R87-2004,于2004年进行了跟踪,由华东国家计量测试中心负责对我国第43号令的修订,形成了《定量包装商品计量监督管理办法》(2004版)。上述文件不仅对质量定量包装商品的标注净含量允许负偏差作了规定,而且与定量包装商品的称重检测设备也密切相关。国际法制计量组织OIML R61号《重力式自动装料秤》和OIML R51号《自动重量分检秤》两个国际建议中的允差规定均来源于定量包装商品净含量允许负偏差T。而OIML R51号《自动重量分检秤》随着R87-2004的正式颁布,近来也加快了修订步伐,在2004年4月提出了R51修订稿,作为国际法制计量组织24个正式成员国之一的全国衡器计量技术委员会在征求了部分委员的意见后,将我国的修改意见在2004年7月及时返回到了OIML。OIML TC9/SC2工作组汇总各国意见后,于2004年10月形成了4CD(fourth committee draft)稿供表决通过。 作为世界上最大的潜在食品消费大国-中国而言,食品包装业无疑是最具竞争力的行业之一。随着中国改革开放与加入WTO, 世界各大食品及饮料制造巨头都把目标瞄准了中国食品饮料消费的大市场。面对激烈的市场竞争,为最大限度保护广大消费者的合法权益,中国国家质量监督检验检疫总局根据国际法制计量组织(OIML)第R87号国际建议《预包装商品净含量》(Net Content in Packages)于1995年发布了《定量包装商品计量监督规定》的第43号令及随后的“C”标志认证商品的检验制度。OIML于2004年正式颁布了最新的 R87-2004国际建议《预包装商品净含量》。我国针对最新的 R87-2004,于2004年进行了跟踪,由华东国家计量测试中心负责对我国第43号令的修订,形成了《定量包装商品计量监督管理办法》(2004版)。上述文件不仅对质量定量包装商品的标注净含量允许负偏差作了规定,而且与定量包装商品的称重检测设备也密切相关。国际法制计量组织OIML R61号《重力式自动装料秤》和OIML R51号《自动重量分检秤》两个国际建议中的允差规定均来源于定量包装商品净含量允许负偏差T。而OIML R51号《自动重量分检秤》随着R87-2004的正式颁布,近来也加快了修订步伐,在2004年4月提出了R51修订稿,作为国际法制计量组织24个正式成员国之一的全国衡器计量技术委员会在征求了部分委员的意见后,将我国的修改意见在2004年7月及时返回到了OIML。OIML TC9/SC2工作组汇总各国意见后,于2004年10月形成了4CD(fourth committee draft)稿供表决通过。
作为包装物流品质检测线上不可缺少的计量检测设备――自动重量分选秤的选用显得尤为重要。下面想就自动重量分选秤功能原理及检测方法、标准的介绍,阐述其在包装物流品质检测上应用的重要性。
2.分类与原理
2.1 自动重量分检秤分类及概念
最新版OIML R51-2004《自动重量分检秤》(Automatic catchweighing instrument)定义为:
“对预装分立载荷或散状物品单个载荷进行称重的自动衡器”称作“自动重量分检秤”,亦称“自动重量抓捕秤”(以下简称分检秤)。
分检秤按用途结构可分为重量分选秤(check weigher)、重量标签秤(weigh labeller)、重量计价标签秤(weigh-price labeller)、车载式重量分检秤(vehicle mounted catchweigher)、车辆组合重量分检秤(vehicle incorporated catchweigher)共五类。
上述五类秤中,自动重量分选秤(以下简称分选秤)目前在国际上最为流行。分选秤也有“自动检重秤”之说。无论是检重或选别作用,分选秤都是一种对不连续的预装分立载荷按预先设定重量范围界限,检验被称物品重量的衡器。对不同重量的物品,根据标称设定差值进行选别。
2.2 分选秤适用性
随着我国人民生活水准的不断提高,食品、饮料、乳品包装品和容器装商品市场需求量大量增加,规模化的食品、饮料、乳品生产厂往往需要批量化自动流水线生产。分选秤检测对象有两类,一是预包装商品,另一类是无包装的物品。分选秤一般用在食品产品生产流水线上时,装在重力式或容积式自动装料机或灌装机之后,用于重量分选并剔除预先设定的不合格品,或用于被称物品重量分选的分等分级。该秤的秤量准确度要高于自动装料机或灌装机。
2.3分选秤结构原理
目前国内外的自动重量分选秤秤体结构均由三部分组成,第一是被称物品的前置送进装置(送进皮带)、计量装置(计量皮带)、剔除装置(剔除皮带),外观见右图。
最典型的分选秤的结构与主要动作见表1。
表1
| 序号 |
结构名称 |
主要动作与用途 |
备注 |
| 1 |
前置送进装置 |
作用一:保持与计量皮带同一速度,把被称量物送
入计量皮带。
作用二:可防止两个被称量物同时进入 |
|
| |
前置定间隔送进装置 |
把不定间隔送入的被称量物分成定间隔送进 |
如定间隔送入可
取消此装置 |
| 2 |
光电检测装置 |
检出被称量物是否通过 |
某些分选秤具有
前后两套光电检
测装置 |
| 3 |
计量装置 |
|
|
| |
计量动力皮带 |
只允许在计量皮带上平稳通过一个被称量物 |
|
| |
计量称重单元 |
(1)支撑结构有3种:
*单传感器支撑式
*双传感器支撑式
*四点支撑秤台式
(2)作用:检出在计量皮带上被称量物重量。 |
某些称重单元结
构有阻尼缓冲装
置、零点平衡装
置 |
| 4 |
称重显示控制器 |
分选秤的操作与控制 |
|
| 5 |
剔除装置 |
|
|
| |
剔除动力皮带 |
快速输送被称量物 |
|
| |
剔除装置 |
(1)结构有五种:
*气流冲击式
*垂直推板式
*驱动翻落拍打式
*推杆换向式
*滑槽式
(2)原理:
把被称量物按预先设定的界限重量分成偏轻、偏重
与适量的级别进行选别及剔除的装置 |
如只要超限报
警,可不装 |
3. 分检秤计量要求(OIML R51-2004)
3.1 准确度等级
(1)用于按OIML R87号国际建议《预包装商品净含量》要求,对预包装商品进行检重的自动重量分选秤,分成4级:XI,XII,XIII,XIIII
每一个级别中还包括一个由制造商指定的(x)因子,(x)的值应是1×10 k, 2×10 k, 5×10 k,其中k是正整数、负整数或零。
(2)用于其它自动重量分检秤,例如重量计价标签秤、邮政和输送秤,以及用于称量散状物品单个载荷的衡器,分成4级:Y(I),Y(II),Y(a),Y(b)
一台衡器既可以X类分级,也可以Y类分级。例如一台衡器可以两种模式操作,既可作为自动重量分选秤时以X类分级,也可作为重量计价标签秤时以Y类分级。
3.2 检定分度值(e)
检定分度值与检定分度数如表2所述:
表2
| 准确度等级 |
检定分度植(e) |
检定分度数 n=Max/e |
| 最小 |
最大 |
| XI |
Y(I) |
0.001g≤e |
50000 |
- |
| XII |
Y(II) |
0.001g≤e≤0.05g |
100 |
100000 |
| 0.1g≤e |
5000 |
100000 |
| XIII |
Y(a) |
0.1g≤e≤2g |
100 |
10000 |
| 5g≤e |
500 |
10000 |
| XIIII |
Y(b) |
5g≤e |
100 |
1000 |
3.3 最小称量 ( Min )
最小称量由制造商规定。对于Y类衡器的最小称量不得小于下表值:
表3
| Y类衡器等级 |
Min(用e表示) |
适用范围 |
| Y(I)级 |
100e |
|
| Y(II)级 |
20e
50e |
用于0.001g≤e≤0.05g时
用于0.1g≤e时 |
| Y(a)级 |
20e |
|
| Y(b)级 |
10e |
|
用于分类、邮政和
垃圾输送秤时 |
5e |
|
3.4 最大允许误差与试验方法
3.4.1 自动运行
(1)X类衡器自动运行最大允许误差
衡器净载荷数大于等于最小称量(Min)和小于等于最大称量(Max)时,
A.最大允许平均(系统)误差,如下表所述:
表4
| 用检定分度值(e)表示的净载荷(m) |
用于X类衡器的
最大允许平均误差 |
| XI |
XII |
XIII |
XIIII |
首次检定 |
使用中检验 |
| 0<m≤50000 |
0<m≤5000 |
0<m≤500 |
0<m≤50 |
±0.5e |
±1.0e |
| 50000<m≤200000 |
5000<m≤20000 |
500<m≤2000 |
50<m≤200 |
±1.0e |
±2.0e |
| 200000<m |
20000<m≤100000 |
2000<m≤10000 |
200<m≤1000 |
±1.5e |
±3.0e |
平均(系统)误差计算公式:
式中:xi――表示某一次的载荷示值误差,
x ―平均误差,
n ―称量次数。
B.最大允许标准偏差(随机误差),如下表5,值乘以等级指示因子(x):
表5
| 净载荷m的质量值(g) |
等级指示因子(x)=1时,最大允许标准偏差
(以m的百分数或g表示) |
| 首次检定 |
使用中检验 |
| m≤50 |
0.48% |
|
0.6% |
|
| 50<m≤100 |
|
0.24g |
|
0.3g |
| 100<m≤200 |
0.24% |
|
0.3% |
|
| 200<m≤300 |
|
0.48g |
|
0.6g |
| 300<m≤500 |
0.16% |
|
0.2% |
|
| 500<m≤1000 |
|
0.8g |
|
1.0g |
| 1000<m≤10000 |
0.08% |
|
0.1% |
|
| 10000<m≤15000 |
|
8.0g |
|
10.0g |
| 15000<m |
0.053% |
|
0.067% |
|
对于XI和XII级,等级指示因子(x)<1;
对于XIII级, 等级指示因子(x)≤1;
对于XIIII级, 等级指示因子(x)>1。
标准偏差(s)计算公式:

(2)Y类衡器自动运行最大允许误差
大于等于最小称量(Min)和小于等于最大称量(Max)的衡器载荷,最大允许误差如下表所述:
表6
| 用检定分度值(e)表示的载荷(m) |
用于Y类衡器的
最大允许平均误差 |
| Y(I) |
Y(II) |
Y(a) |
Y(b) |
首次检定 |
使用中检验 |
| 0<m≤50000 |
0<m≤5000 |
0<m≤500 |
0<m≤50 |
±1.0e |
±1.5e |
| 50000<m≤200000 |
5000<m≤20000 |
500<m≤2000 |
50<m≤200 |
±1.5e |
±2.5e |
| 200000<m |
20000<m≤100000 |
2000<m≤10000 |
200<m≤1000 |
±2.0e |
±3.5e |
(3)自动运行试验载荷
a) 试验载荷接近Min 和Max;
b) 试验载荷接近Min 和Max之间的两个转折点,但不得在转折点之上。
注:为了能达到衡器所规定的最大运行率,有必要在上述四个常规载荷值中再增加一个以上的试验载荷。
(4)自动运行试验次数
为了确定自动运行时,X类衡器的平均(系统)误差、标准偏差和Y类衡器的独立误差,连续试验称量的次数应按下表规定:
表7
| 类别 |
载荷质量 |
试验称量的最小次数 |
| X |
m≤1kg |
60 |
| |
1kg<m≤10kg |
30 |
| |
10kg<m≤20kg |
20 |
| |
20kg<m |
10 |
| Y |
对任意载荷最小10次 |
|
注:对于Y类衡器,试验称量的次数至少为10次,除非不可能实现。
3.3.2 非自动运行(静态)
(1) 非自动运行(静态)最大允许误差
对于X类、Y类衡器非自动(静态)运行时,大于等于最小称量(Min)和小于等于最大称量(Max)的载荷,最大允许误差如下表所述:
表8
| 用检定分度值(e)表示的载荷(m) |
用于X类、Y类衡器的
最大允许平均误差 |
| XI和Y(I) |
XII和Y(II) |
XIII和Y(a) |
XIIII和Y(b) |
首次检定 |
使用中检验 |
| 0<m≤50000 |
0<m≤5000 |
0<m≤500 |
0<m≤50 |
±0.5e |
±1.0e |
| 50000<m≤200000 |
5000<m≤20000 |
500<m≤2000 |
50<m≤200 |
±1.0e |
±2.0e |
| 200000<m |
20000<m≤100000 |
2000<m≤10000 |
200<m≤1000 |
±1.5e |
±3.0e |
(2)非自动运行(静态)试验载荷
在影响因子试验时,非自动运行(静态)试验载荷选择原则如下:
试验载荷从零加到Max,并用相似方法卸载到零点。在确定初始本质误差时,应至少选十个不同的载荷点,在其它称量试验时,应至少选五个不同的载荷点。试验载荷的选择应包括Max、Min和最大允许误差转折点的载荷(但不得在转折点之上)。
4.分选秤选用原则
下面结合YAMATO大和制衡株式会社最新推出的部分分选秤产品,谈如何准确选用与使用分选秤。首先将YAMATO产品部分系列参数列表如下:
| 型号 |
CLH50L |
CLH30L |
CMH12L |
CMH06L |
CMH03L |
CSH22L |
CSH06L |
CUH60F |
| 称重范围 |
1-50kg |
1-30kg |
0.12-12kg |
60-6000g |
33-3300g |
20-2200g |
0-600g |
0.6-600g |
3倍标准偏差
(±3×S) |
±10g |
±5g |
±2g |
±1g |
±0.5g |
±0.3g |
±0.2g |
±0.02g |
| 检定分度值 |
10g |
5g |
1g |
0.5g |
0.2g |
0.1g |
0.1g |
0.01g |
| 被测长度 |
< 0.9m |
< 0.7m |
< 0.45m |
< 0.45m |
< 0.4m |
< 0.3m |
< 0.2m |
< 0.16m |
| 被测宽度 |
< 0.6m |
< 0.4m |
< 0.35m |
< 0.35m |
< 0.35m |
< 0.245m |
< 0.16m |
< 0.085m |
| 被测高度 |
> 50mm |
> 50mm |
> 10mm |
> 10mm |
> 10mm |
> 5mm |
> 5mm |
> 0.5mm |
| 测量速度 |
25件/分 |
30件/分 |
50件/分 |
70件/分 |
100件/分 |
220件/分 |
330件/分 |
400件/分 |
| 皮带长 |
1.1m |
0.88m |
0.62m |
0.62m |
0.62m |
0.65m |
0.65m |
0.65m |
| 皮带宽 |
0.6m |
0.4m |
0.4m |
0.3m |
0.3m |
0.22m |
0.22m |
0.22m |
| 电机功率 |
750VA |
500VA |
500VA |
500VA |
500VA |
300VA |
300VA |
500VA |
| 总自重 |
250kg |
200kg |
75kg |
75kg |
70kg |
65kg |
60kg |
45kg |
在选用分选秤时,上述参数中最主要的是:
(1)称重范围与准确度关系:
从上表中可看出,称重规格越大(1-50kg)准确度较差(±10 g)称重规格越小(0.6-600g)准确度较高(±0.02 g)。
(2)被测物品的测量速度、长度与准确度关系:
现举CSH06L型分选秤为例,速度、长度与准确度关系如下图表:
A.速度为60件/分时:
B. 速度为100件/分时:
 |
|
被测物品长度(mm) |
被测物品长度(mm) |
C. 速度为160件/分时:
D. 速度为220件/分时:
 |
|
被测物品长度(mm) |
被测物品长度(mm) |
E. 速度为260件/分时:
F. 速度为330件/分时:
 |
|
被测物品长度(mm) |
被测物品长度(mm) |
(3)计量皮带长、宽―与称重范围、分选准确度有关。
从上表中可看出,称重规格大时(1-50kg),计量皮带长1.1m宽0.6m,分选准确度较低(±10 g);称重规格小时(0.6-600g)计量皮带长0.65m宽0.22m,分选准确度较高(±0.02 g)。
5.分选秤功能
分选秤可完成功能:
(1)物品种类的设定与确认;
(2)选别条件的设定与确认(品种代码、目标基准值、上限值、下限值、样品数);
(3)累计数的设定与确认(偏轻、偏重与适重品的累计);
(4)去皮的设定与确认;
(5)重量显示方式的选择(重量、偏差、平均值);
(6)动态误差修正;
(7)自动调零及故障报警(超计量范围、零位出错)等。
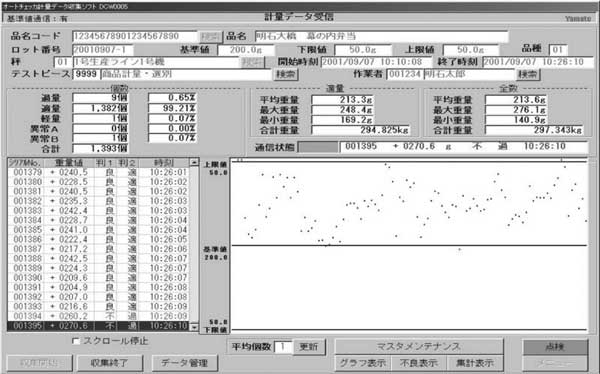
典型的称重显示控制器显示画面如下:
6.如何检测整箱与单件的重量
在选用整箱计量的分选秤时,主要设定整箱合格品的上下限。例如,选用称量范围为1~10kg的分选秤,称整箱重量为10kg的饮料,内装20瓶饮料。假设每瓶饮料为500g允许误差为0~+5g,则整箱重量设定上下限为10.0kg~10.1kg,当实际检测的整箱重量超过了设定的上下限,则可判断整箱内多装或少装(20瓶总重量、整箱内装瓶数量判定),此时分选秤的剔除装置自动地将不合格的整箱饮料剔除出流水线。而对于每一瓶饮料的实际重量是多是少,则由装在分选秤之前的重力式或容积式自动灌装机来初步判定。
7.分选秤技术的最新发展
(1)分选秤自动适应、自动调整、自我诊断、远程遥控操作
最新的分选秤产品已朝智能化方向发展,针对不同的被检物品的大小和计量速度,可自动决定最合适筛选及计量时间;当ROM/RAM、A/D、光电装置、通讯等异常时,有提示并采取措施,实现自动调整、自我诊断功能;由于最新的分选秤产品具备了ARC NET及ETHERNET网络通讯功能,使得系统可以实现与前道工序的电脑组合秤集中控制,以及远程遥控操作及过程反馈控制。
(2)重量分选与金检、X射线异物检测一体化
近几年分选秤产品更趋向于小巧、多功能方向发展,金属检测、X射线异物检测与分选一体化的重量分选秤已经问世。极大满足了食品行业的需求。目前一般金属检测器可检测出0.8~1.0mm的金属异物,检测速度可达40~60m/min。金属检测器可检测出很小的金属铁屑,但不能检测出诸如毛发、线头、骨头、玻璃等异物。为此一种最新的X射线异物检测器应运而生,该设备除了能检测出0.3mm直径的铁或不锈钢铁球外,并可检测出0.28×2mm的不锈钢丝,以及诸如毛发、线头、骨头、玻璃等异物。检测速度可达65m/min。
(3)重量分选与装箱物流检测集成化
近来世界各工业国又开始把重量分选秤的功能进步扩展到了仓储装箱自动化管理。一种集重量分选、装箱几何尺寸检测、射频自动识别编码、外形图像识别等技术于一身的集成化输送检测设备已经用于物流管理系统。
(4) HACCP技术安全体系
HACCP(Hazard Analysis and Critical Control Point)即《危害分析与关键控制点》体系。最早是由美国国家航空航天局为保障太空作业宇航员食品安全而制定的。目前已为欧美国家及WHO/FAO世界卫生组织作为食品生产市场准入的要求。传统的食品安全控制流程一般建立在集中观察、最终产品的检测等方面寻找潜在危害。而最新的HACCP管理体系,将食品安全融入到设计的过程中,而不是传统的最终产品检验。HACCP管理体系属控制食品安全危害的预防性体系。该体系由7个原理组成:进行危害分析和确定预防性措施;确定点关键控制点;建立关键限值;监控每个关键控制点;建立当发生关键限值发生偏离时,可采用的纠偏措施;建立记录保存系统;建立验证程序。HACCP体系是建立在GMP(良好操作规范)和SSOP(卫生标准操作程序)基础上,并更具技术性、灵活性。
我国认证认可监督管理委员会在2002年3月发布《食品生产企业危害分析与关键控制点(HACCP)管理体系认证管理规定》,首先要求所有出口食品加工企业一定要尽快完成HACCP认证工作,获得食品出口“通行证”。另外,由于近来中国食品、饮料行业的空前发展,要求分选秤符合国际HACCP食品安全卫生体系标准,由此能满足上述要求的具有最新技术的重量分选秤也已推向了市场。
8.使用分选秤的经济与社会效益
由于分选秤是一种检验秤,它可以将前道生产工序中的不合格品选别出来并加以剔除,因此不言而语,其经济与社会效益是很可观的。现举例说明如下:
现以小瓶500g的灌装果汁饮料为例,整箱内包装20瓶饮料。现选用YAMATO大和衡器公司的CMA10型分选秤,称量范围为1-10kg。每瓶500g饮料以3元计,假设工人以每瓶多灌装5g计,整箱20瓶饮料则多装100 g,价值0.6元。一台分选秤测量速度为50箱/分,24000箱/8小时,一年按300天计,则720万箱/年的产量,光原料就可节省432万元/年人民币。另外如果以节省劳动力计算,则由于采用了自动分选秤,无须人工上下搬动静态检测,减小了劳动强度、提高了生产效率。此价值更无法统计。
根据国家质量监督检验检疫总局发布的《定量包装商品计量监督规定》的第43号令和将发布的《定量包装商品计量监督管理办法》(2004版),各地技监局加强了市场抽查的力度,对于包装净含量不符合规定的企业将处以罚款或勒令停产。定量包装的计量准确与否直接关系到制造商的信誉,净含量不足会失信于消费者,而过量的包装将使制造商蒙受损失。因此自动重量分选秤的应用无疑对提高企业在消费者中的信誉,扩大市场消售都有积极的作用。
结尾
近来由于自动重量分选秤已开始逐步进入我国的饮料、乳品及各类食品、医药等加工、包装行业,一些卓有远见的企业,特别是一些较有规模的饮料、乳品生产厂家已开始采用自动重量分选秤产品。笔者相信,随着国内市场销售及管理的日益规范,自动重量分选秤将作为高速、高准确度计量手段,越来越受到各行各业制造商的青睐。愿本文能对自动重量分选秤的大力发展起到推波助澜的作用。
参考文献
(1)《Automatic catchweighing instrument》OIML R51-2004(4CD)
(2)《Net Content in Packages》OIML R87-2004
(3)《定量包装商品计量监督管理办法》(2004版)国家质量监督检验检疫总局
(4)《食品生产企业危害分析与关键控制点(HACCP)管理体系认证管理规定》
中国认证认可监督管理委员会2002年3月
<全文完>
|